






已知无缝管无缝钢管外径和承受压力求壁厚计算方法:壁厚=(压力*外径*系数)/(2*钢管材质抗拉强度)
无缝钢管如何计算壁厚---------要先知道每米重量才能计算;
长度1米如何计算重量----------------要先知道壁厚才能计算;
总之,无缝钢管每米重量、外径、壁厚三个要知道两个,才能计算另一个.
无缝钢管理论重量计算公式:
无缝钢管 W=0.0246615(D-S)*S
W:钢管理论重量 kg/m D :钢管公称外径 mm S :钢管公称壁厚 mm
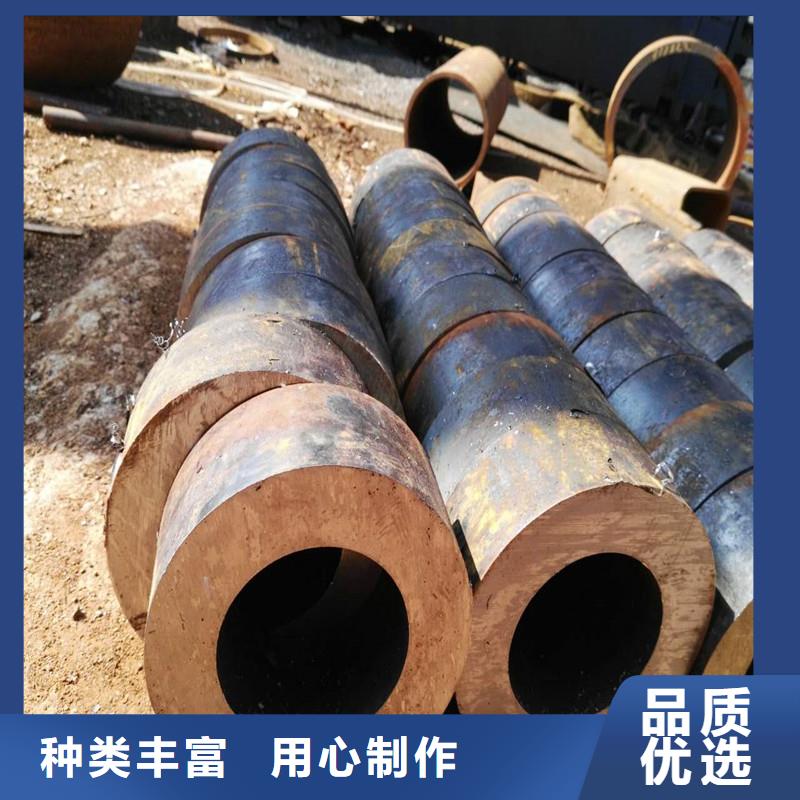
无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。

无缝钢管是钢管中的重要的一种类型,它是无缝的,材质和类型也是比较多的。对于无缝钢管来说,它的功能的好坏关键是在设计,因此无缝钢管要重视起来设计工作。相关的无缝钢管的设计有哪些呢?要注意哪些设计的流程呢?一起来和无缝钢管厂的小编进行去了解一下吧:
无缝钢管广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。无缝钢管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验。无缝钢管因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种

山东恒盈钢管厂无缝管成分及参数
①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。
a. 合金元素:有意加入,根据用途
b. 残余元素:炼钢带入,适当控制
c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)
炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。
②钢管几何尺寸精度和外形
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di ×100% D: 大或小外径mm
Di:名义外径mm
b. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
壁厚允许偏差: ρ=(S-Si)/Si×100% S:横截面上大或小壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面质量:表面光洁要求
a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。
产生原因:
① 由于管坯的表面缺陷或内部缺陷所带来的。
② 生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。
③ 管坯(钢管)在加热轧制,热处理以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。
6.钢管理化性能:常温力学性能、高温力学性能、低温性能、抗腐蚀性能。钢管的理化性能主要取决于钢的化学成分,组织结构和钢的纯净度以及钢管的热处理方式等。
7.钢管工艺性能:压扁、扩口、卷边、弯曲、焊接等。

山东恒盈钢管厂对壁厚无缝管切割操作探讨。厚壁无缝钢管是无缝钢管的厚壁的一种常见类型,它是厚壁钢管的一种特殊的材质,对于厚壁无缝钢管而言更重要的是要保护基本的使用和发挥更重要的性能。厚壁无缝钢管使无缝钢管的重要材质,它的硬度是比较大的,一般在切割的时候是比较费劲的要掌握切割的技巧和办法,这样的话厚壁无缝钢管才能切割成功,才能够不伤到人。为了安全进行切割厚壁无缝钢管,建议进行以下操作。
1.机械切割采用外部安装和内部安装两种,其采用车刀加工原理对管口进行切断和坡口加工,单机跨度大,可加工厚度大,废料少,无污染,加工过程不产生高温,不影响管道材质,有利于焊接的进行。水切割通过高压泵和金刚砂共同作用加工管道,其切口干净,加工跨度大,但是其效率低,加工厚度受限因素严重。
2.氧气乙炔焰切割,通过调节氧气阀门和乙炔阀,可改变氧气和乙炔的混合比例得到三种不同的火焰:中性焰、氧化焰和碳化焰。
3.离子切割,等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、较少的热影响区。


 苏公网安备 32130202080769
苏公网安备 32130202080769